

news
理论需求
CAPP是连接产品设计与制造的桥梁|,产品的设计信息只有通过工艺设计环节才能用以指导生产。但传统的CAPP作为工艺人员编制工艺时的辅助工具,属于制造企业自成体系的一项单元技术,被定义为部门级软件,其数据大多基于工艺文件封装的概念进行管理,导致在企业信息系统体系内,工艺设计过程与生产、计划、质量等业务部门脱节,工艺数据相对独立,难以保证为下游信息系统实时传递一致、有效的工艺信息。MES连接企业控制层与计划层,主要针对车间级的生产作业管理,拥有控制包括物料、设备、人员等在内各种资源的能力,在企业的整个生产经营管理的纵向起着承上启下的作用。但是随着产品的多样化及企业管理的精细化,MES在过程信息的有效挖掘、质量缺陷分析等方而能力不足。
因此,如何在产品设计制造的横向上有效共享整合工艺、物料状态、质量等信息,在制造过程的层面上统一业务,将过程管理系统化、平台化,是具有现实意义的。一方面有助于发挥CAPP在整个成产活动中的信息中枢作用,设计信息可以及时向下传递,同时生产反馈信息可以及时向上传递,指导T艺设计优化,最终实现工艺部门与制造部门的高效协同工作,缩短产品的整个设计一制造周期。
现实需求
压力容器在日常生活及工业生产中发挥着重要的作用,一方面造福了人类;另一方面,压力容器在运行过程中一旦失效,发生事故,将会造成灾难性后果。而压力容器的制造质量是保证其运行安全的首要关键因素之一。为此我国政府出台制定了一系列法律法规、国家标准,对压力容器的制造过程进行严格控制。故相较于一般的装备制造企业,压力容器制造企业的制造过程管理更具有挑战性。
压力容器制造企业,其生产模式多为单件、小批量、多品种、订单式,属于典型的离散制造企业,生产柔性较强,制造周期较长,不确定性较多,加上传统的职能管理模式,导致部门间信息交换不畅,生产过程管理效率较低,合同交货期较难得到保障。且由于对产品制造质量要求极高,过程控制十分严格,生产中会存在大量质量问题。由于企业缺乏对质量问题的深入分析的有效手段,导致重复性质量问题出现率较高,不利于产品质量的保证和持续提高。
为此本文根据某压力容器制造企业实际情况,有针对性地建立了基于MES与CAPP集成的制造过程管理体系框架,旨在通过CAPP中工艺数据与MES中制造数据的动态集成,提高产品制造过程中部门问信息交换与利用效率,增强企业对在制品的管控能力,同时通过对制造过程中质量缺陷的追踪溯源,提高企业内MES的过程优化能力及CAPP的工艺优化能力。在提高企业内部门间工作效率、缩短制造周期的同时,通过对现有数据的充分挖掘利用,持续提升压力容器制造质量。
集成框架
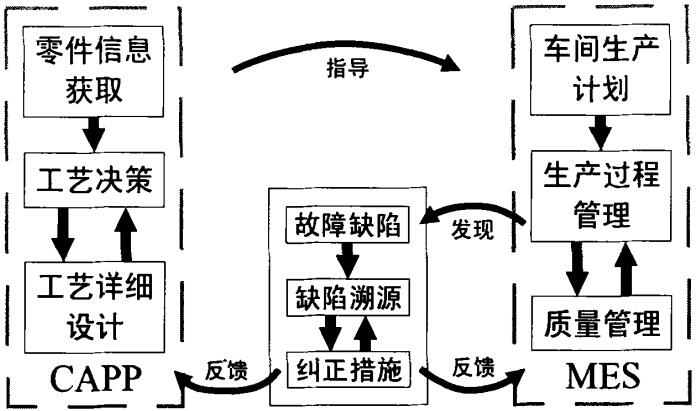
产品的制造过程涉及产品设计、工艺设计、生产计划制定、零部件加工与装配、质量计划、质量控制等诸多职能部门及业务环节,相关信息较为繁多且复杂。工艺设计过程与产品制造过程关联性较强,通过建立CAPP和MES的集成框架,工艺信息与制造信息可以无缝传递与交换,企业可以对产品制造过程中物料、工艺、质量、材料、设备、人员等信息及资源进行实时跟踪管理,合理调度生产资源,分析工艺执行情况,及时诊断质量缺陷,制定并实施整改措施。 两系统集成框架如图所示。
集成方案
根据前述理论,CAPP/MES系统间的数据共享是实现基丁工艺信息的在制品跟踪管理与基于过程信息的质量缺陷溯源的基础。
基于xBOM的系统间数据集成
在制造业中,一般通过BOM(Bill of Material,产品物料清单)来描述组成产品的零部件基本设计信息及之问的装配关系。BOM是企业进行生产组织的基础核心数据, 贯穿于产品设计、工艺、制造、计划、采购等职能部门。故BOM成为系统间集成及模块问信息传递的重要依据。
通常情况下所指的BOM为传统BOM,也称狭义BOM,其在功能上仅仅描述了产品中零部件的组成,是设计部门业务输出的主要体现。基于BOM结构的扩展性,很多学者在制造企业各部门业务流程的基础上,论述了xBOM的概念。在产品的全生生产周期中,企业内各部门围绕最终产品,基于各自业务流程设计、使用和管理产品BOM。
从广义的角度,BOM主要存在以下形式:
(1)设计BOM(Engineering BOM,EBOM)在产品设计阶段,设计部门的主要工作是根据客户需求及相关设计准则确定产品结构。EBOM是设计部门从设计完成的图纸中提取的用来表述产品设计结构的数据。一般包括产品名称、产品结构、零部件几何形状、尺寸、重量、版本信息等设计信息。EBOM一般在设计工作全部结束后汇总得出。
(2)工艺BOM(Proeess Planning BOM,PPBOM)工艺部门根据EBOM及企业实际生产能力,制定EBOM中各种物料的加工、装配的方法,确定加工设备、工装辅具等工艺信息有时可能调整EBOM中零部件之间的父子关系,如添加工艺虚拟件等。PPBOM还应包括工艺审核等流程管理信息。最终所有工艺设计完成后,在EBOM的基础上便形成完整的产品PPBOM。
(3)制造BOM(Manufacturing BOM,MBOM)企业生产部门根据EBOM、PPBOM,添加组织生产所需的静态数据(如流水号、生产计划信息、关键工序信息等)及实际生产过程中实时采集的动态数据(如工序汇报信息等),在全部生产完成后形成该产品完整的MBOM。
(4)质量BOM(Quality BOM,QBOM)质量管理部门在质量活动中的静态数据(如零部件的质量要求、质控标准等)及动态数据(如质量检验数据等)共同构成了QBOM。
(5)采购BOM(Buying BOM,BBOM)企业采购部门根据MBOM及PPBOM信息所制定的包括产品外购件、外协件和自制件原材料的采购清单,BBOM是组织采购活动的依据。
(6)成本BOM (Cost BOM,CBOM)企业成本核算部门汇总BBOM中的采购成本信息和MBOM中各种类型物料的制造成本信息,以及生产过程中的管理费用、设备折旧费用等企业的附加费用信息,最终形成产品的CBOM。
从上述描述中可以看出:(1)在各种形式的BOM中,EBOM和PPBOM凝结了产品设计人员与工艺设计人员的创造性工作,故EBOM与PPBOM属一于原始BOM,其他BOM都是以此为基础添加相应环节信息的来的,称为导出BOM。(2) MBOM是组织管理生产过程的重要BOM,也是QBOM,BBOM,CBOM等的基础数据。(3)不同于传统BOM的静态结构,xBOM是随着制造过程动态生成的。(4)PPBOM、MBOM、QBOM的生成过程涵盖企业丁艺设计与生产过程管理环节,三者之间的转换可以作为CAPP与MES之问的数据纽带。




