

news
目前制造业错漏装控制方面主要通过人为的控制,比如自检、互检、专检、培训、开质量返修会等等,但这些工作,更多的都是在强调提高员工的质量意识和人为的把关,而诸如设计防错、工装防错,工艺技术人员已经黔驴技穷,没有太多具体的改善,因此,要想减少错漏装,信息系统的防错就尤为重要。本项目采用以下防错方案。
扫描防错
对于工位扫描的物料信息(图号)与SAP系统下达该工位0P上的物料清单进行核对,如不一致,则在工位的PC上报警提醒;
智能料架防错
具体的业务流程和硬件配置是:物料架上用来放物料的位置装有显示灯,当产品到达该工位后,对应需要装配的物料所在放置位置的显示灯会亮或者料架的仓门打开,操作者取对应的物料进行装配即可;或者物料架上用来放物料的位置装有位置光栅,当产品到达该工位后,只有取MES系统设定好位置的物料,产品才能流转,具体的流转见下图。这种方式,只能是在物料品种比较少的岗位才能使用,而且所有的物料必须进行二次转运,即二次转运到这个防错的智能料架上。图3是智能料架的作业流程。
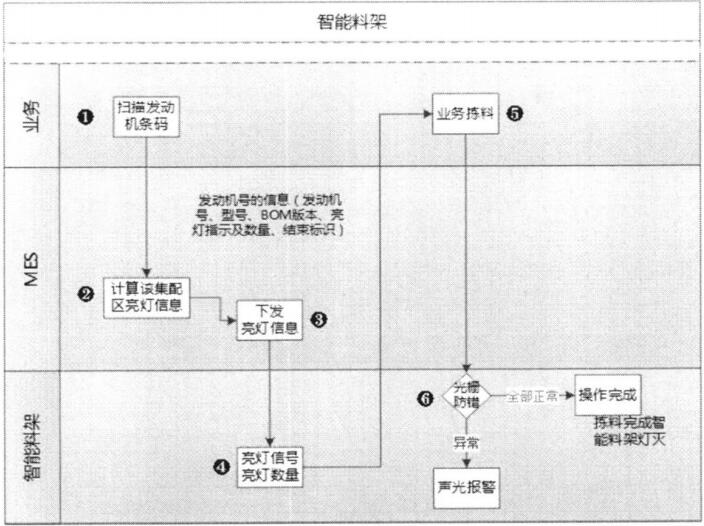
图3 智能料架作业流程
在MES系统中,有智能料架的数据定义界面,进入界面后,选择需要定义的质量料架所在的工位0P号,进入后,首先对通过电气控制对料架的位置进行编号,然后对料架上每个物料位置进行定义,即定义该位置所放置的物料信息(图号、批次等),表4-2是智能料架的物流信息格式。

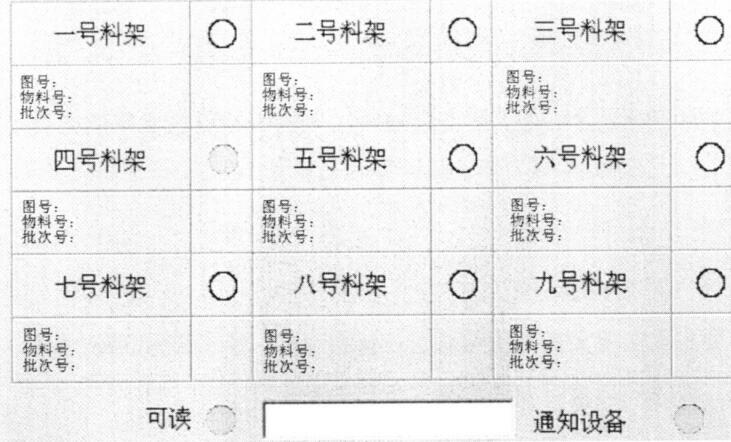
图4 智能料架的数据定义界面
产品批次换型防错
即工位当前的产品与上一产品不属于统一批次或型号时,在工位的PC上进行报警提醒,图5是产品批次换型防错的MES界面。
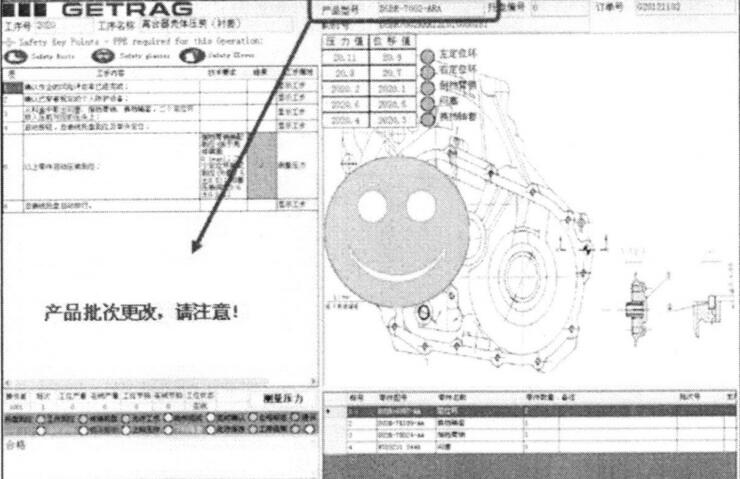
图5 产品批次换型防错的报警界面




